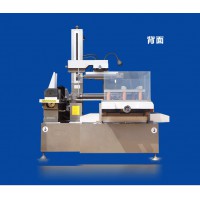
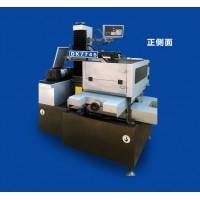
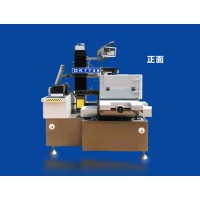
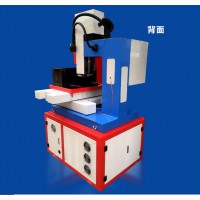
| 品 牌: | 天佑数控 |
| 单 价: | 面议面议 |
| 最小起订: | 1 台 |
| 发货期限: | 自买家付款之日起 3起 天内发货 |
| 所 在 地: | 江苏省 泰州 |
| 供货总量: | 10000 台 |
| 有效期至: | 长期有效 |
| 联系我时,请提及在百方网看到,会有优惠。 | |
 您还没有登录,请登录后查看联系方式
您还没有登录,请登录后查看联系方式 发布供求信息 发布供求信息 |
 推广企业产品 推广企业产品 |
 建立企业商铺 建立企业商铺 |
 在线洽谈生意 在线洽谈生意 |
1.在被切割部分与母体材料之间粘贴连接铜片。其目的是使工件余留部分在线切割时与母体材料相连固定,保障线切割有良好的定位条件,从而保障工件有加工质量。
2.在被切割部分与母体材料之间填充导电铜片。把经折叠、剪齐、锤平和修锉的薄铜片填充在线加工形成的缝隙里,并使铜片和缝隙壁紧密贴合。填充此铜片的目的是为了导电,因为前面粘贴连接铜片时用了502胶水,而502胶水是不导电的。为了实现导电要求,故采用填充导电铜片的方法,填充导电铜片时同样应注意铜片的对称布置以及铜片应同时加紧,并且不能塞得过紧以免划坏工件的表面。
先弄明白脉间参数与电流值的正负相关关系,脉间参数直接或间接的决定了线切割机床加工的稳定效率和终加工,脉间的大小直接影响加工电流(电流表的指示值)的大小,脉间越大电流越小,切割速度越慢。
脉间的大小变化可以改变放电间隙中的冷却状态,脉间大冷却状态好,所以可以通过增加脉宽使加工获得稳定。越厚的工件需要的脉间越大是这个道理。
脉间调大加工电流变小,要注意“电流变小”是平均电流小了,放电的峰值电流并没有变小,而过大的峰值电流同样也会导至断丝。
调节线切割机床脉间要考虑的是加工稳定,其次是在加工稳定的前提下脉间越小越好。脉间小于脉宽时很难获得长时间的稳定加工。
泰州天佑数控机床制造有限公司:线切割、线切割机床、中走丝机床、快走丝线切割、线切割机床生产厂家
 会员中心
会员中心