| 品 牌: | 天佑数控 |
| 单 价: | 面议面议 |
| 最小起订: | 1 套 |
| 发货期限: | 自买家付款之日起 3起 天内发货 |
| 所 在 地: | 江苏省 泰州 |
| 供货总量: | 10000 套 |
| 有效期至: | 长期有效 |
| 联系我时,请提及在百方网看到,会有优惠。 | |
 您还没有登录,请登录后查看联系方式
您还没有登录,请登录后查看联系方式 发布供求信息 发布供求信息 |
 推广企业产品 推广企业产品 |
 建立企业商铺 建立企业商铺 |
 在线洽谈生意 在线洽谈生意 |
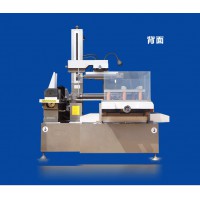
机械:线切割机床机械部分是基础,其精度直接影响到机床的工作精度,也影响到电气性能的发挥。机械系统由机床床身、坐标工作台、运丝机构、线架机构、锥度机构、润滑系统等组成。
电气:电气部分包括机床电路、脉冲电源、驱动电源和控制系统等组成。
工作液系统:工作液系统一般由工作液箱、工作液泵、进液管、回液管、流量控制阀、过滤网罩或过滤芯等组成。主要作用是集中放电能量、带走放电热量以冷却电极丝和工件、排除电蚀产物等。
线切割机床加工前参数调整:
1、脉冲宽度tw增加,单个脉冲能量增多,切割速度增加,表面粗糙度数值变大,放电间隙增加,加工精度下降。粗加工时,一般采用较大的脉宽。
2、脉冲间隔t增加,单个脉冲能量减少,切割速度下降,表面粗糙度数值下降。精加工及厚工件切割时,一般采用较大的脉冲间隔,利于排屑和增加加工的稳定性,以免断丝。
3、开路电压U0增加时,放电间隙增加,排屑容易,可以增加切割速度和加工稳定性,但会使工件的表面粗糙度变差。U0一般在60一150V之间。
4、放电峰值电流tp,是决定单脉冲能量的主要因素之一。ip增加,切割速度增加,表面粗糙度数值增加,电极丝损耗大,容易断丝。一般精加工时,采用较小的ip。
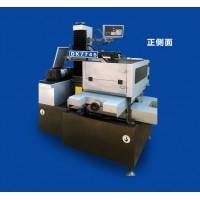
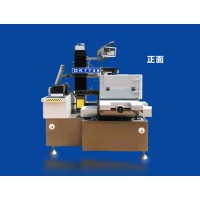
泰州天佑数控机床制造有限公司:线切割、线切割机床、中走丝机床、快走丝线切割、线切割生产厂家
 会员中心
会员中心