产品详细说明
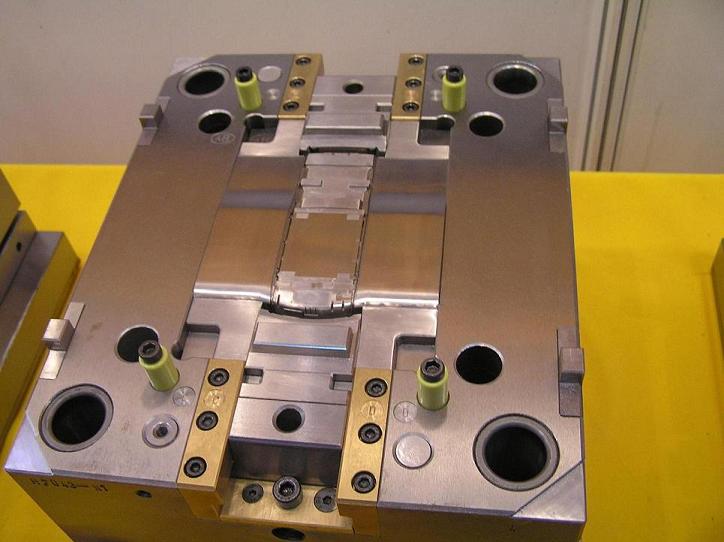
锌压铸模的加工、使用、维修
模具设计手册中已详细介绍了锌压铸模设计中应注意的问题,但在确定压射速度时,最大速度应不超过 100m/S
。速度太高,促使模具腐蚀及型腔和型芯上沉积物增多;但过低易使铸件产生缺陷。因此对于镁、铝、锌相应的最低压射速度为 27 、 18 、
12m/s ,铸铝模具的最大压射速度不应超过 53m/s ,平均压射速度为 43m/s
。在加工过程中,较厚的模板不能用叠加的方法保证其厚度。因为钢板厚 1 倍,弯曲变形量减少 85
%,叠层只能起叠加作用。厚度与单板相同的 2 块板弯曲变形量是单板的 4
倍。另外在加工冷却水道时,两面加工中应特别注意保证同心度。如果头部拐角,又不相互同心,那么在使用过程中,连接的拐角处就会开裂。冷却系统的表面应当光滑,最好不留机加工痕迹。
电火花加工在模具型腔加工中应用越来越广泛,但加工后的型腔表面留有淬硬层。这是由于加工中,模具表面自行渗碳淬火造成的。淬硬层厚度由加工时电流强度和频率决定,粗加工时较深,精加工时较浅。无论深浅,模具表面均有极大应力。若不清除淬硬层或消除应力,在使用过程中,模具表面就会产生龟裂、点蚀和开裂。消除淬硬层或去应力可用:①用油石或研磨去除淬硬层;②在不降低硬度的情况下,低于回火温度下去应力,这样可大幅度降低模腔表面应力。
模具在使用过程中应严格控制铸造工艺流程。在工艺许可范围内,尽量降低铝液的浇铸温度,压射速度,提高模具预热温度。铝锌压铸模的预热温度由
100 ~ 130 ℃提高至 180 ~ 200 ℃,模具寿命可大幅度提高。
焊接修复是模具修复中一种常用手段。在焊接前,应先掌握所焊模具钢型号,用机械加工或磨削消除表面缺陷,焊接表面必须是干净和经烘干的。所用焊条应同模具钢成分一致,也必须是干净和经烘干的。模具与焊条一起预热
(H13 为 450 ℃ ) ,待表面与心部温度一致后,在保护气下焊接修复。在焊接过程中,当温度低于 260
℃时,要重新加热。焊接后,当模具冷却至手可触摸,再加热至 475 ℃,按 25mm/h
保温。最后于静止的空气中完全冷却,再进行型腔的修整和精加工。模具焊后进行加热回火,是焊接修复中重要的一环,即消除焊接应力以及对焊接时被加热淬火的焊层下面的薄层进行回火。

 您还没有登录,请登录后查看联系方式
您还没有登录,请登录后查看联系方式 发布供求信息
发布供求信息 推广企业产品
推广企业产品 建立企业商铺
建立企业商铺 在线洽谈生意
在线洽谈生意 会员中心
会员中心